 ENG
ENG 
1. Úloha a uplatnenie Vstrekovací stroj na PVC
Ako základné vybavenie priemyslu spracovania plastov zohráva vstrekovací lis PVC zásadnú úlohu v dnešnej priemyselnej výrobe. Polyvinylchlorid (PVC), ako všestranný, nákladovo efektívny a odolný termoplastický materiál, je široko používaný v mnohých oblastiach, ako je stavebníctvo, zdravotníctvo, automobily a spotrebný tovar prostredníctvom procesu vstrekovania.

Vstrekovací lis PVC je špeciálne vstrekovacie zariadenie špeciálne používané na spracovanie polyvinylchloridových materiálov, ktoré má nezastupiteľné miesto v priemysle spracovania plastov. Podľa štatistík priemyselných údajov asi 23% svetovej produkcie vstrekovania plastov zahŕňa PVC materiály, najmä v oblasti stavebných potrubí, zdravotníckych zariadení a drôtov a káblov, aplikačný pomer PVC vstrekovacích strojov je až viac ako 60%. Za touto širokou aplikáciou sú jedinečné výkonnostné výhody samotných PVC materiálov a efektívna kombinácia procesu vstrekovania.
Hlavnou funkciou vstrekovacieho lisu PVC je transformácia surovín na plastové výrobky s presnou veľkosťou a funkčnými charakteristikami prostredníctvom troch kľúčových etáp: tepelná plastifikácia, vysokotlakové vstrekovanie a formovanie. V porovnaní so všeobecnými vstrekovacími strojmi sú vstrekovacie stroje na PVC optimalizované pre vlastnosti PVC materiálov a môžu účinne prekonať technické ťažkosti pri spracovaní PVC, ako je zlá tepelná stabilita, vysoká viskozita taveniny a ľahký rozklad. V stavebníctve majú potrubné tvarovky, spoje a príslušenstvo dverí a okien vyrábané na vstrekovacích lisoch PVC vynikajúcu odolnosť voči poveternostným vplyvom a chemickú stabilitu; v oblasti medicíny spĺňajú produkty ako infúzne vaky a katétre lisované vstrekovaním z PVC prísne požiadavky na biokompatibilitu.
Z pohľadu priemyselného reťazca sú vstrekovacie lisy na PVC stredným článkom medzi surovinami a terminálovými aplikáciami a ich technická úroveň priamo ovplyvňuje kvalitu a výrobné náklady finálneho produktu. Kvalifikovaný stroj na vstrekovanie PVC sa zvyčajne skladá z kľúčových komponentov, ako je vstrekovací systém, systém upínania foriem, hydraulický systém, riadiaci systém a systém regulácie teploty. Koordinovaná práca týchto systémov zaisťuje, že PVC materiály môžu dokončiť proces formovania za optimálnych podmienok. So zlepšovaním požiadaviek na ochranu životného prostredia a rastom medicínskych potrieb sa vstrekovacie lisy na PVC vyvíjajú presnejším, energeticky úspornejším a inteligentnejším smerom.
Priemyselná špecifickosť vstrekovacích lisov na PVC sa odráža aj v ich prispôsobivosti materiálovým formuláciám. PVC ako plast, ktorého vlastnosti je možné upraviť prísadami, sa delí do dvoch kategórií: tvrdé PVC (RPVC) a flexibilné PVC (FPVC). Pevné PVC má vysokú pevnosť a tuhosť a často sa používa v stavebných materiáloch; zatiaľ čo flexibilné PVC sa stáva mäkkým a elastickým pridaním zmäkčovadiel a je vhodné pre výrobky, ako sú lekárske rúrky. Vstrekovacie stroje na PVC musia byť schopné zvládnuť tieto dva výrazne odlišné typy materiálov, čo si vyžaduje, aby zariadenie malo širšie procesné okno a flexibilnejšie možnosti nastavenia parametrov. Súčasne so stále prísnejšími environmentálnymi predpismi, aplikácia bezolovnatých stabilizátorov a nových ekologických zmäkčovadiel kladie aj nové technické požiadavky na vstrekovacie lisy na PVC.
Pokiaľ ide o ekonomické výhody, vstrekovacie lisy na PVC poskytujú výrobcom vysoko konkurencieschopné výrobné riešenia. V porovnaní so spracovaním kovov alebo inými procesmi lisovania plastov má vstrekovanie PVC výhody krátkeho cyklu, vysokého využitia materiálu a nízkej náročnosti na prácu, čo je obzvlášť vhodné na výrobu štandardizovaných produktov vo veľkom meradle. Ak vezmeme ako príklad PVC potrubné tvarovky v stavebnom priemysle, denná výrobná kapacita stredne veľkého vstrekovacieho lisu na PVC môže dosiahnuť 5 000 - 8 000 kusov a chybu hmotnosti produktu možno kontrolovať v rozmedzí ± 0,5 %. Takúto presnosť a účinnosť je ťažké dosiahnuť inými procesmi. Okrem toho sa vstrekovacie lisy na PVC vyznačujú aj dlhou životnosťou formy (zvyčajne až 500 000 až 1 miliónkrát) a relatívne nízkou spotrebou energie (asi 40% úspora energie v porovnaní s tlakovým liatím kovov), čo ďalej znižuje výrobné náklady.
S neustálym vývojom trendu „plast nahradzujúceho oceľ“ sa význam vstrekovacích lisov na PVC bude ešte viac zdôrazňovať. Najmä v aplikačnej oblasti zameranej na dosiahnutie nízkej hmotnosti, odolnosti proti korózii a kontroly nákladov, výrobky na vstrekovanie PVC neustále nahrádzajú tradičné materiály. Ako kľúčové zariadenie na dosiahnutie tejto transformácie bude technologická inovácia a rozšírenie trhu vstrekovacích lisov PVC naďalej priťahovať pozornosť priemyslu.
2. Princíp činnosti a tok procesu vstrekovacích lisov PVC
Princíp činnosti vstrekovacích lisov na PVC je založený na formovacích charakteristikách termoplastov. Presným riadením parametrov, ako je teplota, tlak a rýchlosť, sa suroviny PVC premieňajú na produkty požadovaného tvaru. Tento proces integruje multidisciplinárne technológie, ako je strojárstvo, materiálová veda a automatické riadenie, aby vytvoril komplexný a presný systém spracovania. Pochopenie princípu fungovania vstrekovacích lisov na PVC je rozhodujúce pre optimalizáciu výrobných procesov a zlepšenie kvality produktov.
Zloženie a funkcia systému
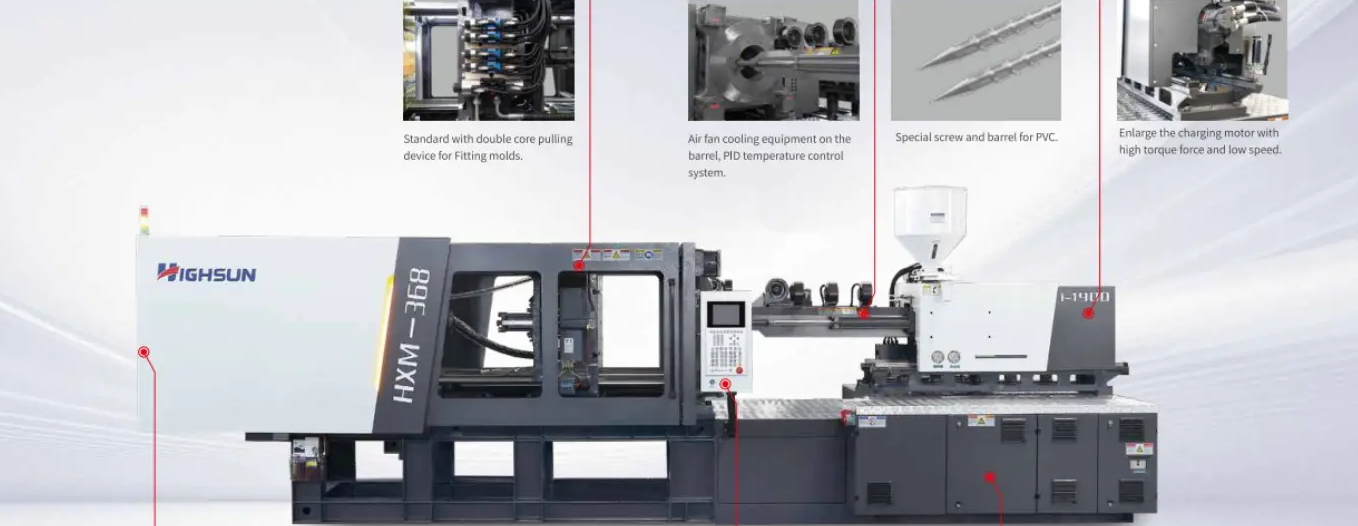
Vstrekovací stroj na PVC sa skladá hlavne z piatich systémov: vstrekovací systém, upínací systém, hydraulický systém, riadiaci systém a systém regulácie teploty. Vstrekovací systém je zodpovedný za plastifikáciu a vstrekovanie PVC materiálov. Je základnou súčasťou zariadenia a zahŕňa kľúčové komponenty, ako sú násypka, valec, skrutka a tryska. Na rozdiel od všeobecných vstrekovacích lisov má skrutka vstrekovacieho lisu na PVC zvyčajne špeciálnu konštrukciu s malým pomerom dĺžky k priemeru (L/D) (vo všeobecnosti medzi 18:1 a 22:1) a nízkym kompresným pomerom (asi 1,8-2,5) na zníženie šmykového tepla na tepelne citlivé PVC materiály. Upínací systém poskytuje otváranie a zatváranie formy a upínaciu silu, aby sa zabezpečilo, že forma nebude tlačená do otvorenia tlakom taveniny počas procesu formovania. Jeho konštrukčné formy zahŕňajú prepínací typ, hydraulický typ a elektrický typ. Hydraulický systém dodáva energiu celému stroju a riadi pohyb každého pohonu; riadiaci systém je zodpovedný za nastavenie parametrov, riadenie programu a monitorovanie procesov; systém regulácie teploty udržuje presnú teplotu valca a formy, čo je obzvlášť dôležité pre materiály citlivé na teplo, ako je PVC.
Analýza pracovného cyklu
Vstrekovanie PVC je cyklický proces a každý cyklus obsahuje rad usporiadaných činností. Podľa priemyselných noriem kompletný pracovný cyklus zahŕňa nasledujúce fázy: zatváranie formy → vstrekovanie → udržiavanie tlaku → chladenie → plastifikácia → otváranie formy → vyhadzovanie výrobkov.
V štádiu zatvárania formy sa forma uzavrie pod vysokým tlakom a upínacia sila sa vypočíta na základe plochy premietania produktu a vstrekovacieho tlaku, zvyčajne 30-80 MPa. Vo fáze vstrekovania sa skrutka pohybuje dopredu, aby vstrekla roztavený PVC na prednom konci valca do dutiny formy pri vysokom tlaku (zvyčajne 80-180 MPa) a vysokej rýchlosti. Tento proces trvá niekoľko sekúnd a rýchlosť vstrekovania sa dá regulovať po častiach, aby sa prispôsobila zložitým štruktúram produktov. Udržiavanie určitého tlaku v stupni udržiavania tlaku na doplnenie materiálu zníženého v dôsledku zmrštenia chladením je rozhodujúce pre rozmerovú presnosť a kvalitu povrchu produktu. Stupeň chladenia umožňuje, aby výrobok stuhol vo forme a čas závisí od hrúbky steny a účinnosti chladenia. Vo fáze plastifikácie sa skrutka otáča, aby prepravila a roztavila nový materiál dopredu, aby sa pripravila na ďalší cyklus, a zároveň sa stiahne do nastavenej polohy. Nakoniec sa forma otvorí a vyhadzovací mechanizmus vyberie produkt z formy, aby sa dokončil cyklus.
Tabuľka: Typické rozsahy procesných parametrov pre vstrekovanie PVC
| Kategória parametra | Pevné PVC (RPVC) | Mäkké PVC (FPVC) | Kľúčový vplyv |
| Teplota suda (℃) | 160-190 | 150-180 | Tekutosť taveniny, riziko tepelného rozkladu |
| Teplota formy (℃) | 30-50 | 20-40 | Rýchlosť chladenia, povrchový lesk |
| Vstrekovací tlak (MPa) | 80-150 | 70-130 | Integrita výplne formy, vnútorné napätie |
| Udržiavací tlak (MPa) | 40-80 | 30-60
| Zmršťovanie, rozmerová presnosť |
| Rýchlosť skrutky (ot./min.) |
30-70 | 25-60
| Kvalita plastifikácie, šmykové teplo |
| Protitlak (MPa) | 3-10 | 2-8 | Hustota taveniny, účinnosť plastifikácie |
- Zvláštnosti spracovania PVC
Vstrekovanie PVC má v porovnaní s bežnými plastmi, ako sú PP a PE, značné procesné rozdiely, čo je spôsobené najmä materiálovými vlastnosťami PVC. PVC má zlú tepelnú stabilitu a pri vysokých teplotách sa ľahko rozkladá a uvoľňuje chlorovodík (HCl). Preto je teplotné okno spracovania úzke, zvyčajne sa riadi v rozsahu 150 až 190 °C, čo je oveľa nižšie ako jeho teoretická teplota rozkladu (asi 210 °C). Na splnenie tejto výzvy sú vstrekovacie lisy na PVC zvyčajne vybavené precíznejšími systémami regulácie teploty s presnosťou regulácie teploty zóny až do ±1 °C a špeciálnym dizajnom skrutiek na zníženie šmykového zahrievania. PVC tavenina má zároveň vysokú viskozitu a zlé tokové vlastnosti, čo si vyžaduje vyšší vstrekovací tlak (zvyčajne o 20-30% vyšší ako PP) na úplné vyplnenie formy. Okrem toho prísady vo vzorcoch PVC, ako sú stabilizátory a mazivá, môžu vytvárať usadeniny vo valci, takže stroje na vstrekovanie PVC vyžadujú častejšie čistenie a údržbu.
- Princípy plastifikácie a vstrekovania
Proces plastifikácie PVC je zložitý proces premeny fyzikálneho stavu. Po vstupe pevných častíc PVC do suda z násypky prechádzajú pri zahrievaní a strihu premenou zo sklovitého stavu, vysoko elastického stavu do viskózneho tekutého stavu. Otáčanie skrutky vytvára odporový prúd na transport materiálu dopredu, zatiaľ čo strihové pôsobenie a vonkajšie zahrievanie postupne roztavia PVC. Keďže PVC je polárny materiál, jeho tavné správanie sa líši od tavenia nepolárnych plastov, ako je PE, a vyžaduje vyšší energetický vstup. Na konci plastifikácie sa roztavený PVC hromadí na prednom konci skrutky a posúva skrutku späť do nastavenej polohy. V štádiu vstrekovania sa skrutka premení na piest a tavenina sa vstrekuje do dutiny formy konštantnou rýchlosťou alebo segmentovou rýchlosťou pod tlakom hydraulického valca. Chovanie toku taveniny PVC v dutine formy je ovplyvnené teplotou formy, konštrukciou žľabu a parametrami vstrekovania. Rozumné nastavenia procesu môžu zabrániť defektom, ako sú stopy po nástreku a zvarové čiary.
- Kľúčové body riadenia procesov
Úspešné vstrekovanie PVC závisí od presnej kontroly kľúčových parametrov. Hlavným faktorom je regulácia teploty. Hlaveň je zvyčajne rozdelená na 3-5 teplotných zón. Teplotný gradient stúpa od prívodného otvoru k tryske, ale maximálna teplota nepresahuje 190 °C, aby sa zabránilo rozkladu. Rýchlosť vstrekovania ovplyvňuje režim plnenia taveniny a orientáciu molekúl. Hrubostenné výrobky by sa mali plniť pri nízkej rýchlosti, aby sa znížilo zvyškové napätie, zatiaľ čo tenkostenné diely vyžadujú vysokorýchlostné vstrekovanie, aby sa zabránilo predčasnému zrážaniu. Nastavenie prídržného tlaku a času priamo ovplyvňuje rýchlosť zmrštenia a rozmerovú stabilitu produktu a je potrebné ho optimalizovať podľa štruktúry produktu a vlastností materiálu. Doba chladenia predstavuje 60-70% celého cyklu. Optimalizácia konštrukcie kanálov chladiacej vody môže zlepšiť efektivitu výroby. Vstrekovacie stroje na PVC väčšinou používajú systémy riadenia s uzavretou slučkou na monitorovanie a úpravu týchto parametrov v reálnom čase, aby sa zabezpečila stabilita procesu a konzistencia produktu.
Princíp činnosti vstrekovacích lisov na PVC stelesňuje dokonalú kombináciu mechanického dizajnu a materiálovej vedy. Presným riadením termodynamických a reologických procesov sa suroviny PVC premieňajú na plastové výrobky s rôznymi funkciami. Zvládnutie týchto princípov je teoretickým základom pre optimalizáciu výrobných procesov a riešenie problémov s kvalitou.
3. Charakteristiky zariadenia a technické výhody vstrekovacieho lisu PVC
Ako typ špeciálneho zariadenia na spracovanie plastov má vstrekovací stroj PVC sériu jedinečných dizajnov, ktoré zodpovedajú materiálovým vlastnostiam. Tieto vlastnosti mu umožňujú preukázať významné technické výhody pri spracovaní PVC materiálov. Od mechanickej konštrukcie až po riadiaci systém, každý článok vstrekovacieho lisu PVC odráža starostlivý dizajn pre špeciálne potreby spracovania PVC.
- Špeciálny dizajn skrutky
Hlavnou vlastnosťou vstrekovacieho lisu PVC je jeho špeciálna skrutková štruktúra. V porovnaní s bežnými skrutkami do vstrekovacích lisov majú špeciálne skrutky z PVC nasledujúce vlastnosti: malý pomer strán (L/D) (zvyčajne medzi 18:1 a 22:1), skrátenie doby zotrvania materiálu; nízky kompresný pomer (asi 1,8-2,5), vhodný pre PVC prášok alebo ľahko stlačiteľné častice; hlboká skrutková drážka, ktorá znižuje šmykovú rýchlosť a tvorbu trecieho tepla; pridanie bariérovej časti alebo miešacej hlavy na zlepšenie rovnomernosti taveniny. Táto konštrukcia efektívne rieši problém zlej tepelnej stability PVC a zabraňuje prehrievaniu a rozkladu materiálov pri plastifikácii. Materiál skrutky je zvyčajne vyrobený z dvojito legovanej ocele alebo špeciálne povrchovo upravený na zlepšenie odolnosti proti opotrebovaniu a odolnosti proti korózii, aby sa vyrovnal s kyslým plynom HCl, ktorý sa môže vytvárať počas spracovania PVC. Okrem toho je rozsah otáčok skrutky vstrekovacieho stroja na PVC relatívne úzky (zvyčajne 30-70 ot / min) a dá sa presne regulovať, aby sa zabránilo nadmernému strihu spôsobenému príliš vysokou rýchlosťou.
- Optimalizácia systému regulácie teploty






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288